






产品分类 更多>>



1、澳标H型钢410UB53.7一般将单机架轧机前期道次称为粗轧、后期道次称为精轧。粗轧是将除鳞后的坯料展宽到所需要的宽度,同时进行大压缩延伸。粗轧有四种常用方法;全纵轧法、全横轧法、横轧-纵轧法和角轧-纵轧法。全纵轧法是指钢板延伸方向与坯料纵轴方向相一致的轧制方法。全横轧法是指钢板延伸方向与坯料纵轴方向相垂直的轧制方法。此法与初轧开坯相结合,可改善钢板的各向。横轧-纵轧法是指三步轧制,先纵轧2道次,即成形轧制。然后转9°进行横轧宽展,即宽展轧制。

2、410UB53.7澳标H型钢的执行标准:AS/NZS 3679.1,材质有:G250、G300、G350等
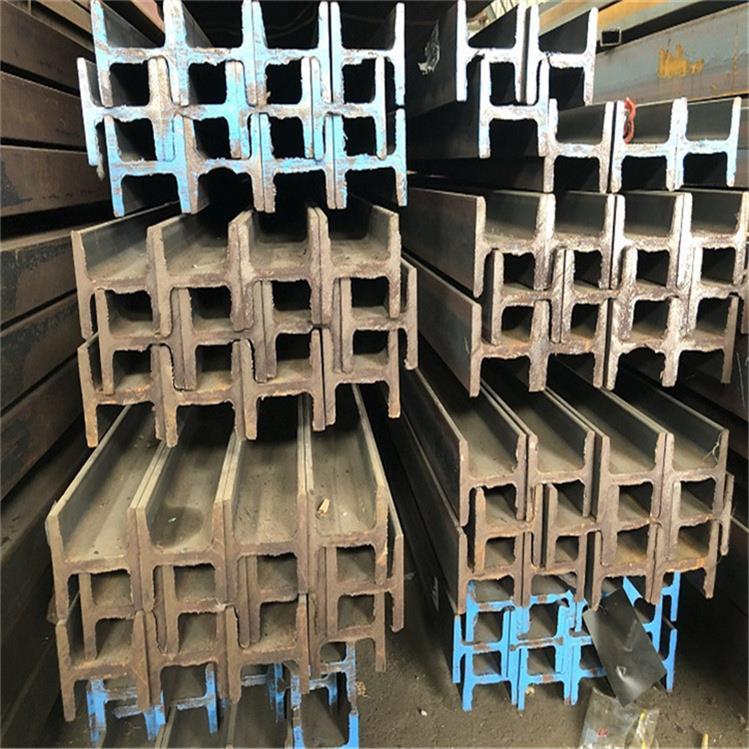
4、澳标H型钢规格型号表:
冶金矿产:
残余奥氏体要求低于5%以下的,要采用深冷处理(-7℃—-9℃)。碳:新标准中把脱碳和贫碳统称为脱碳,按照标准轴承零件允许有一定的脱碳,但许多工厂已经开始要求零脱碳。检验脱碳可以采用硬度法或金相法,工厂一般常用金相法。一般来说设备厂是保证.3mm,大的零件.6mm以内.零件脱碳一般是气氛原因造成的,如炉体漏气,炉压低,碳势低,气体中含氧气多,中含水高等。有时可能是原材料脱碳的遗留,只要观察不同面就可以判定。形:轴承套圈的变形形态一般有椭圆、翘曲、锥度及尺寸涨缩。不论何种变形,都是由于加热、冷却不均匀或原始状态不好,造成应力分布不均匀的反映。椭圆是工厂最关注的,造成淬火变形的原因很多.淬火时,从原材料/退火/车加工/热处理设备/工装/模具/装料方法/工艺/炉温均匀性/油槽/淬火介质/零件形状等等因素都会对变形产生影响.对于变形超差产品,不建议进行整形;变形很大时,需要进行整形;对尺寸稳定性要求高的产品,不允许进行整形,直接报废处理。
2、410UB53.7澳标H型钢的执行标准:AS/NZS 3679.1,材质有:G250、G300、G350等
4、澳标H型钢规格型号表:
| 澳标H型钢现货库存表 | |||
| 型号 | 米重 | 型号 | 米重 |
| 150UB 14.0 | 14 | 310UB 46.2 | 46.2 |
| 150UB 18.0 | 18 | 310UC 96.8 | 96.8 |
| 150UC 23.4 | 23.4 | 310UC 118 | 118 |
| 150UC 30.0 | 30 | 310UC 137 | 137 |
| 150UC 37.2 | 37.2 | 310UC 158 | 158 |
| 200UB 18.2 | 18.2 | 360UB 44.7 | 44.7 |
| 200UB 22.3 | 22.3 | 360UB 50.7 | 50.7 |
| 200UB 25.4 | 25.4 | 360UB 56.7 | 56.7 |
| 200UB 29.8 | 29.8 | 410UB 53.7 | 53.7 |
| 200UC 46.2 | 46.2 | 410UB 59.7 | 59.7 |
| 200UC 52.2 | 52.2 | 460UB 67.1 | 67.1 |
| 200UC 59.5 | 59.5 | 460UB 74.6 | 74.6 |
| 250UB 25.7 | 25.7 | 460UB 82.1 | 82.1 |
| 250UB 31.4 | 31.4 | 530UB 82 | 82 |
| 250UB 37.3 | 37.3 | 530UB 92.4 | 92.4 |
| 250UC 72.9 | 72.9 | 610UB 101 | 101 |
| 250UC 89.5 | 89.5 | 610UB 113 | 113 |
| 310UB 32.0 | 32 | 610UB 125 | 125 |
冶金矿产:
残余奥氏体要求低于5%以下的,要采用深冷处理(-7℃—-9℃)。碳:新标准中把脱碳和贫碳统称为脱碳,按照标准轴承零件允许有一定的脱碳,但许多工厂已经开始要求零脱碳。检验脱碳可以采用硬度法或金相法,工厂一般常用金相法。一般来说设备厂是保证.3mm,大的零件.6mm以内.零件脱碳一般是气氛原因造成的,如炉体漏气,炉压低,碳势低,气体中含氧气多,中含水高等。有时可能是原材料脱碳的遗留,只要观察不同面就可以判定。形:轴承套圈的变形形态一般有椭圆、翘曲、锥度及尺寸涨缩。不论何种变形,都是由于加热、冷却不均匀或原始状态不好,造成应力分布不均匀的反映。椭圆是工厂最关注的,造成淬火变形的原因很多.淬火时,从原材料/退火/车加工/热处理设备/工装/模具/装料方法/工艺/炉温均匀性/油槽/淬火介质/零件形状等等因素都会对变形产生影响.对于变形超差产品,不建议进行整形;变形很大时,需要进行整形;对尺寸稳定性要求高的产品,不允许进行整形,直接报废处理。




















